1、化學蝕刻
蝕刻液通常都是強酸或強堿。紙藝刀模盡可能使反響迅速完結,通常蝕刻速度為0.04mm/分鐘,蝕刻速度越快,側蝕的程度就越小,所得到的工件精細度就越高。
2、電化學蝕刻
把工件做陽極,在電解液中通電,工件上未被維護部位因作陽極而溶解,然后到達蝕刻的意圖。電化學蝕刻的蝕刻速率通常由工件外表的電流密度來控制。
對于蝕刻完結既為成品的商品,直接退去維護油墨。要根據所選用的油墨性質來選用脫墨液:
1、對于水性油墨,可選用20%氫氧化鈉水溶液/50~60℃浸泡約十分鐘,然后擦拭,去掉油墨。
2、對于油性油墨,要用有機溶劑進行浸泡約十分鐘,然后進行擦拭去掉。
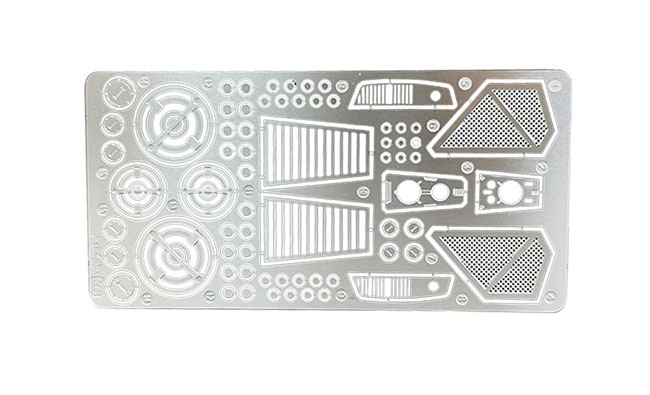
精密五金蝕刻即是先在基板上用絲印或網印的辦法把基板上需求維護的部位遮住,然后用化學或電化學辦法腐蝕掉不需求的部位,最終退去維護膜,得到成品的一種加工辦法。是出產標牌、電路板、金屬技術品、金屬版畫等過程中的關鍵步驟。開始的技術工業出產應用是在打印絲路版,因絲路板的絲線細而密,機械加工很難完結。不一樣的金屬資料,性質各不相同,蝕刻圖型的精度不一樣,蝕刻深度不一樣,所選用的蝕刻辦法、技術以及所用蝕刻液的配方大不一樣,所選用的感光抗蝕資料也各不相同。
1、 激光蝕刻法—長處是線性邊緣整齊無側蝕景象,但本錢很高,約為化學蝕刻法的一倍。打印電路板職業打印錫膏時,所用的不銹鋼絲網大多是用激光蝕刻法制造的。
2、 電化學蝕刻—這是一種把工件做陽極,運用電解質通電,陽極溶解,然后到達蝕刻意圖的辦法,其長處在于環保方面,對環境污染很小,對操作工人的身體健康無害,缺陷是蝕刻深度較小,大面積蝕刻時,電流散布不均勻,深度不易控制。
3、 化學蝕刻法—用強酸或強堿溶液直接對工件未被維護部位進行化學腐蝕,這也是目前運用最多的一種辦法,長處是蝕刻深度可深可淺,蝕刻速度很快,缺陷是腐蝕液對環境有很大的污染,特別是蝕刻液不易收回。并且在出產過程中對操作工人的身體健康有害。