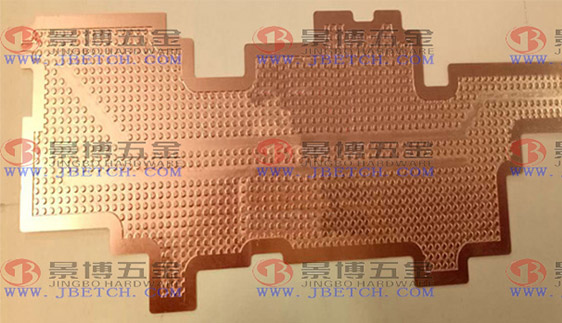
蝕刻刀模加工有哪些要求?
1、待碳鋼蝕刻刀模工件有必要契合商品技能請求、并附有相應的商品樣圖、簽署完整的技能文件及上道工序的質量卡。
2、待碳鋼蝕刻刀模來料數量應契合商品交代單,并簽署商品交代手續。
3、待碳鋼蝕刻刀模工件應附有金屬材料的牌號、熱處理狀態機成形辦法。關于有格外請求的工件應供給與工件材料及加工辦法完全一致的樣件。
4、經熱處理后的待金屬腐蝕工件如需較形,應按商品圖樣請求校形后方可進行化學腐蝕。
5、待金屬腐蝕工件外表不答應有超越原材料規范規則的劃痕、碰傷、壓坑;不答應有超越商品樣圖規則的擦傷、壓傷及金屬或非金屬壓入物、針孔、裂紋軋痕等。關于非構造低請求工件,如答應有上述外表缺點應在交代技能工件上注明答應缺點的內容及程度。
6、待碳鋼蝕刻刀模工件上的機加工邊際應無毛刺、銳邊應倒圓角、無焊接飛濺物等。
7、答應在腐蝕加工余量區域規則的別的方位上制造刻形用的基準線、定位孔、沖眼及像限線,其尺度應附合技能文件的規則。
8、焊接組合件的焊縫及熱影響區域通常不應在腐蝕區域內。對有格外請求的工件需要在焊接區域進行腐蝕時,應通過格外技能處理后方可進行。
9、待金屬腐蝕工件的外表應無油漆。印跡、嚴峻銹蝕及別的贓物,如銹蝕嚴峻應另附文件闡明因素和處理辦法。
10、關于非構造工件在焊接區域需要進行金屬腐蝕時,應避開焊縫。不然,應與托付加工商協商在蝕刻中可能呈現的質量缺點的處理辦法并出具有關技能文件。
11、對工件的圖文腐蝕應供給圖文膠片或光芒文件,如無膠片或光繪文件則應在交代技能文件上注明圖文巨細、字體款式、線條寬度。
12、對有鑲塊的工件,應注明鑲嵌辦法及內部構造,并答應將鑲塊拆解后分隔腐蝕。關于不答應拆解的鑲件應闡明理由并注明鑲縫處理辦法。
13、對行腔工件碳鋼蝕刻刀模如有格外請求的應在商品托付加工文件上注明。