碳鋼蝕刻刀模需要哪幾種技術(shù)?
文章出處:http://www.6979.net.cn 閱讀量:0 發(fā)表時間:2020-11-20 17:24:59
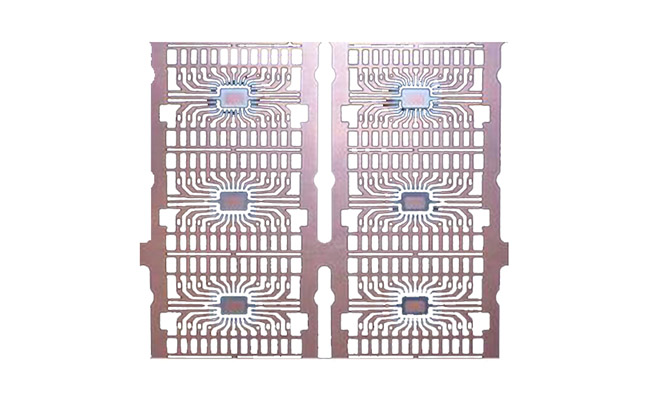
碳鋼蝕刻刀模主要用于模切行業(yè)裁切產(chǎn)品標簽等,用于液晶顯現(xiàn)器上的模組,觸摸屏的裁切,碳鋼蝕刻刀模的顯示出來自己相當優(yōu)越的效果。碳鋼蝕刻刀模尺度精度非常高,一般可以保持在±0.03mm,刀口平整程度保持在±0.01左右。碳鋼蝕刻刀模的缺陷在于刀高最高只可以做到2.0mm左右,另外在大的印刷和電子職業(yè)里逐漸有輥筒模具開端投入使用,生產(chǎn)速度成倍的提升,可是輥筒模具由于價格昂貴,質(zhì)量比較好的只有在外國引進。相信在科技發(fā)達的以后和越來越來重視質(zhì)量和速度的將來,碳鋼蝕刻刀模必將退出歷史舞臺。
蝕刻刀模標準作業(yè)流程:
一.腐蝕
腐蝕部分接到菲林與工單,確認板厚,刀高資料品種之后,即進行貼菲林曬版和曝光。最后通過藥水處理之后顯出模具雛形,如曝光作業(yè)未做好,需對圖形進行修補之后才可進入腐蝕機內(nèi)進行腐蝕。到達要求之后即可取出,洗去藥水積炭之后,即可送入下一部分腐蝕部是對模具的一個粗加工部分。
二.CNC雕琢
雕琢部分接到粗加工之后的刀模,目檢確認之后即放入機臺進行加工。由于模具大小及難易程度刀線長短蝕的不同,進行制作時間有所距離一般刀模1——4小時,特別的需8小時甚至24小時以上才可完結(jié)CNC加工。完結(jié)之后班長進行查驗,初步確定沒有問題,才可送入QC。
三.QC
QC擔任查驗刀模尺度,刀模刀鋒等等,并擔任制作查驗報告,之后送入熱處理
四.依據(jù)客戶沖切資料不同分為兩種處理方式,資料不含不干膠的進行一般熱處理即可,不干膠資料除了進行熱處理添加硬度之外,還要進行鍍鐵氟龍的處理,鐵氟龍可使沖切的產(chǎn)品不粘刀模,可是由于工藝特別,鍍鐵氟龍不會影響刀模的尖利度。由主管在查驗報告上蓋章之后刀模即可進行包裝出貨。
五.鏡面處理
本處理可去除刀模刀鋒側(cè)邊微小紋路,到達鏡面作用,可有用處理產(chǎn)品沖切抽刀時帶出毛刺粉塵的問題,使產(chǎn)品邊緣平整潤滑。適用于沖切的要求較高的產(chǎn)品。現(xiàn)在我公司屬于鏡面刀在中國大陸屬于獨家生產(chǎn)商。